
铝箔冲孔加工性试验结果(板厚11μm)分析

进行铝(Al)箔的冲压试验。
铝箔具有重量轻、熔化温度低、导热性好等多种特性,从家用产品到医疗和航天技术领域都有广泛的应用。
特别是在电池领域,表面包覆钴、镍、锰等锂过渡金属氧化物,广泛用作锂离子二次电池和锂离子电容器的正极集电体。
这次,假设用作电极基材,进行了用精密冲压夹具(间隙2μm)对板厚11μm的试验片进行冲压的试验。
材质:铝(Al)(纯铝)
板厚:11 μm
材质产品名称:东洋铝材 Echo Products N154
主要用途:锂离子二次电池正极材料等
[冲压机]
冲压夹具:用于视觉冲压的小型冲压模具(野上技研制造的“手冲") 冲孔
直径:φ10.0mm
间隙:2μm
[检查显微镜]
显微镜:显微镜(KEYENCE 制造的“VHX-" 1000 ])
放大倍率:20x, 100x, (2000x)
从顶面观察,没有毛刺、下垂或明显变形,加工效果良好。
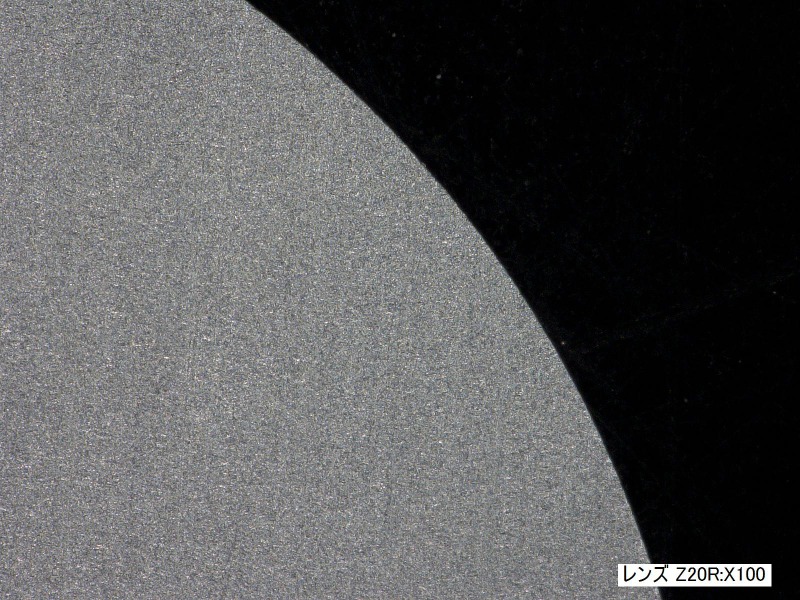
在 300x 下,没有观察到明显的毛刺或变形。
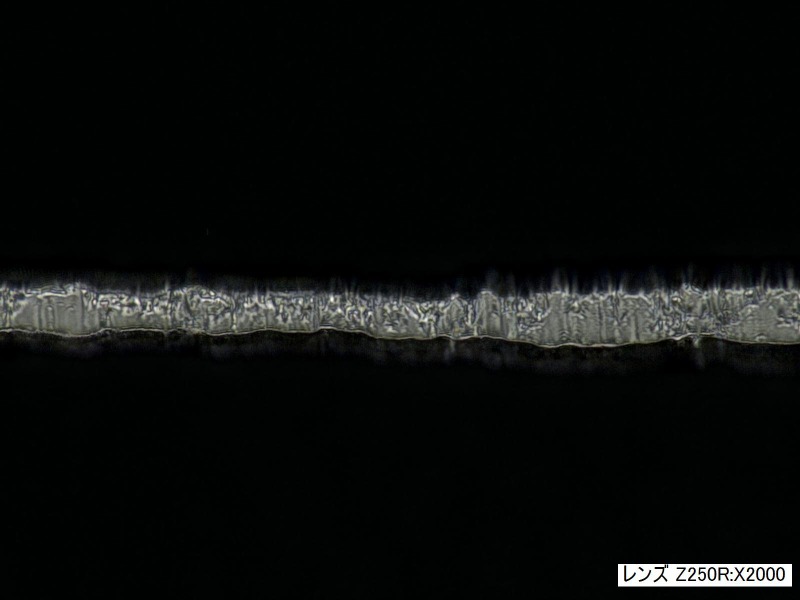
当放大到 2000 倍时,可以看到变形。认为通过设计切削刃的形状并采用材料保持机构来抑制变形的施工方法是有效的。


 关闭
关闭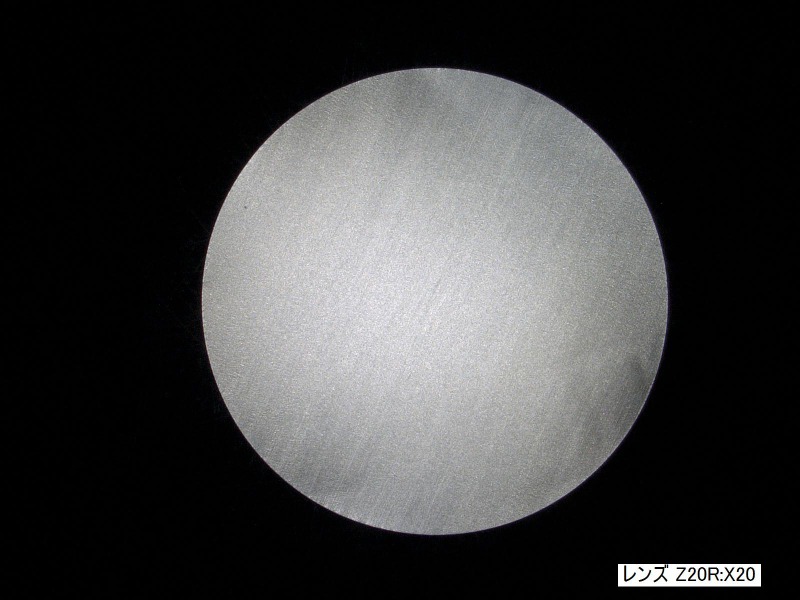

 电话
电话 询价
询价